
We design and manufacture high-performance industrial agitators and mixers engineered for demanding process applications across the chemical, wastewater treatment, food and beverage, pharmaceutical, and mining industries. Our mixing solutions deliver consistent, reliable results—improving product quality, process efficiency, and operational uptime.
From light blending to heavy-duty slurry agitation, our equipment is built to perform in the toughest industrial environments.

Our agitators and mixers are trusted worldwide for applications including:
Each system is engineered to provide optimal flow patterns, efficient energy transfer, and uniform material distribution—reducing processing time and minimizing operating costs.
We offer a complete range of industrial mixing equipment, including:
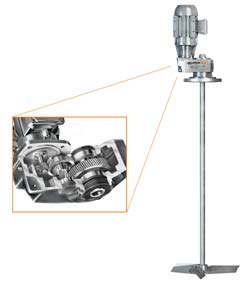
Our mixers are constructed from high-quality materials and designed for long service life, low maintenance, and continuous operation.
Chemical Industry : Our chemical agitators provide precise control for reactions, heat transfer, and blending of aggressive or corrosive fluids.
Wastewater Treatment : We supply mixers and agitators for wastewater that prevent sedimentation, improve oxygen transfer, and enhance treatment efficiency.
Food & Beverage : Our food-grade mixers meet hygienic design standards, ensuring safe, consistent mixing while protecting product integrity.
Pharmaceutical : We deliver pharma mixing solutions designed for accuracy, repeatability, and compliance with stringent industry requirements.
Mining : Our mining agitators and slurry mixers handle abrasive materials and high solids content in the most challenging environments.
No two processes are the same. Our engineering team designs custom agitators and mixers based on:
This ensures maximum performance, energy efficiency, and reliability for your specific application.
When performance, reliability, and process efficiency matter, our industrial agitators and mixers deliver results you can trust.


